
Ремонт труб и радиаторов системы отопления.
Демонтаж системы отопления из стальных труб.
Ремонт труб и монтаж узлов трубопровода отопления с помощью сгонов.
Демонтаж и монтаж радиаторов системы водяного отопления.
Сборка радиаторных батарей из секций.
Пробки и ниппели для чугунных радиаторов отопления.
Промывка и испытание радиаторов.
Подробнее - в разделах сайта (с выдвижным меню при нажатии сверху† слева← для смартфонов) или в "Поиске" на каждой странице сайта ДОМСВОЙСТРОЙ.
ВНИМАНИЕ! Для увеличения формата рисунка - наведи на него курсор.
Раздел 11-10.
Система центрального отопления должна обеспечивать расчётную или нормативную внутреннюю температуру воздуха в помещениях дома, в соответствии со СНиП 2.08.01-89*:
- t=22°С – в жилых угловых комнатах; t=20°С – в жилых комнатах; t=18°С – в кухнях; t=16°С – в кладовках; t=18°С – в лестничных клетках; t=5°С – в кладовых.
Значения температуры отопления должны поддерживаться подачей теплоносителя в исправной системе отопления.
1. Ремонт труб системы отопления.
Ремонт или замена деталей и узлов трубопровода системы центрального отопления должны выполняться с учётом фактического их состояния.
Основными неисправностями систем центрального отопления являются понижение температуры в отапливаемой квартире по сравнению с расчётной и нарушение герметичности элементов систем.
1.1. Демонтаж системы отопления из стальных труб.
До начала демонтажа систему отопления отключают от питающих коммуникаций. Воду из системы центрального отопления спускают.
Демонтаж системы отопления включает в себя работы по разборке трубопроводов, подводящих и отводящих теплоноситель к батареям отопления.
Разгруппировку батарей отопления выполняют при необходимости замены высохших уплотнений между радиаторными секциями.
Систему трубопровода отопления демонтируют сверху-вниз, начиная со снятия расширительного бака (при инд. отоплении).
В двухтрубной системе с нижней разводкой для сбора воздуха используются отопительные приборы на верхнем этаже с подключением расширительного бака в насосную систему.
Одновременно демонтируют запорные краны и соединения труб.
Для облегчения развинчивания стальных муфт, гаек и сгонов трубопровод в местах соединений простукивают и при необходимости выжигают уплотняющий материал с помощью паяльной лампы.
Трубопроводы из ст. проржавевших труб, непригодных для повторного использования, снимают укрупнёнными звеньями, без разъединения в стыковочных узлах.
Все демонтируемые элементы системы (нагревательные приборы системы отопления, запорная и регулирующая арматура и т.п.) сортируют, ремонтируют и доукомплектовывают для возможного их использования повторно.
1.1.1. Разборка резьбовых соединений сгонов труб выжиганием.
Для разборки труб самым радикальным средством является нагрев. Для нагрева используют обычно паяльную лампу или газовую горелку.
При разборке системы отопления из стальных труб снятие креплений и разборку труб проводят в местах резьбовых соединений.
При разборке ремонтируемых участков трубопроводов следует предохранять трубы от повреждений, особенно при расчеканке сгонов.
В местах сгонов труб следует предварительно сжечь паяльной лампой краску на резьбе или счистить её ножом и шилом, а оставшееся уплотнение у торцов муфты развернуть и удалить.
При нагревании надо периодически поворачивать трубу, чтобы уплотнение выгорело между фитингом и трубой со всех сторон. Затем следует несколько раз ударить молотком по фитингу и по трубе, отделяя окалину и перегоревшие частицы уплотнения.
Если труба с загибом, то можно положить её на землю и трубным ключом открутить фитинг. Если же труба прямая, и не имеется прижима или тисков, то можно воспользоваться вторым трубным ключом. Но в этом случае Вам потребуется помощник.
В зависимости от диаметра трубы для прогрева места соединения фитинга с трубой потребуется от 15…20 минут до 1 часа.
1.2. Ремонт труб и монтаж узлов трубопровода отопления с помощью сгонов.
Резьбовые соединения на трубопроводах следует выполнять в минимальных количествах в местах установки арматуры и там где это необходимо по условиям сборки узлов системы отопления.
Резьбовые соединения трубопроводов, а также арматура должны находиться в местах, доступных для обслуживания.
Резьбовые соединения труб систем центрального отопления выполняют с помощью сгонов.
При этом одна из соединяемых труб должна иметь резьбу такой длины, чтобы на неё можно было навернуть контргайку и муфту (рис.1 поз.4 и поз.5).
Монтаж узлов трубопровода отопления с помощью сгонов показан на рис.1.
Монтаж узлов трубопровода отопления с помощью сгонов.
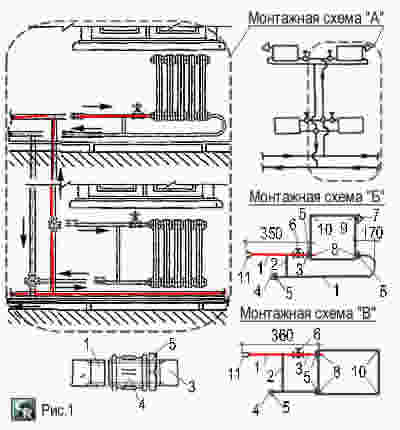
А, Б, В- монтажные схемы узлов: 1- труба водогазопроводная dу=20мм; 2- тоже dу=15мм; 3- сгон dу=20мм; 4- муфта прямая короткая dу=20мм; 5- контргайка dу=20мм; 6- кран двойной регулировки dу=20мм; 7- кран типа Маевского; 8- пробки радиаторные правые dу=32х20мм; 9- пробка радиаторная левая dу=32х15мм; 10- пробка радиаторная левая глухая dу=32мм; 11- стакан h=60 мм под трубы dу=20мм.
После стыкования труб муфту (рис.1 поз.4) сгоняют с длинной резьбы присоединяемой трубы на короткую резьбу сгона системы отопления.
Для обеспечения плотности соединения около муфты, со стороны длинной резьбы, наматывают жгут из льняного волокна, который затем прижимают контргайкой.
1.2.1. Устранение неплотностей, трещин, отверстий и свищей на трубах.
При обнаружении неплотностей в резьбовых соединениях, необходимо заменить уплотнители.
При течи на трубопроводе над отдельными щелями устанавливают хомуты, заваривают или заменяют отдельные участки труб от соединения к соединению.
Отдельные трещины, отверстия и свищи на стальных трубах заделывают с помощью электродуговой или газовой сварки.
1.2.2. Устранение прогибов стальных труб.
При ремонте должны быть устранены все прогибы стальных труб (их выправкой либо переустановкой и усилением креплений).
Выправка стальных труб до d=32 мм производиться в холодном виде, более d=32 мм - в горячем.
Трубопроводы из стальных сильно прогнутых и коррозированных труб, непригодных к дальнейшему использованию, демонтируют укрупнёнными звеньями с резкой труб.
2. Ремонт радиаторов системы отопления.
При разборке старых зданий или при замене неисправных чугунных батарей их, как правило, выбрасывают.
Однако чугунные батареи после перегруппировки, если в этом есть необходимость, их промывки и испытания на герметичность (опрессовки) могут быть снова использованы в системе отоплении малоэтажного инд. дома.
Ремонт нагревательных приборов, секций радиаторов газовой сваркой должен выполняться в спец.мастерских.
В системах центрального отопления, получающих тепло от ТЭЦ, установка отремонтированных секций радиаторов и др. нагревательных приборов ЗАПРЕЩАЕТСЯ.
2.1. Демонтаж и монтаж радиаторов системы водяного отопления.
Радиаторы центрального отопления перед снятием отсоединяют от трубопроводов, а после демонтажа (для удобства переноски) разбирают на секции, не превышающие по массе 80 кг.
Демонтаж и монтаж радиаторов системы водяного отопления показаны на рис.2.
Демонтаж и монтаж радиаторов системы водяного отопления.
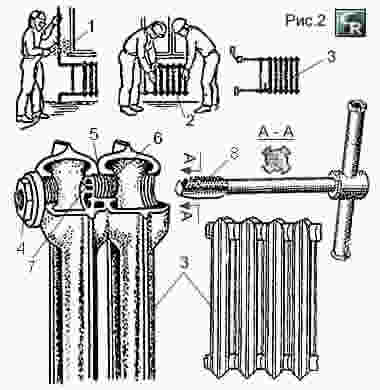
1- отрезка трубы теплосети; 2- демонтаж радиатора; 3- радиаторные секции в батарее; 4- радиаторная пробка; 5- стык двух секций радиатора через прокладку; 6- сборочный ниппель; 7- выступ под ключ; 8- ниппельный ключ.
Снятие радиатора начинают с отсоединения радиатора и 2-х сгонов от трубопровода отопления (рис.2 поз.1). Затем снимают радиатор с места крепления. Снятие радиатора с места крепления выполняют вместе со сгонами (рис.2 поз.3).
После ремонта и перегруппировки радиаторов выполняют их прочистку и промывку. Установка радиаторов на место крепления и присоединение к трубопроводу отопления выполняется с выверкой по горизонтали и вертикали.
2.1.1. Способ разборки чугунных батарей на секции при перегруппировке.
Наиболее трудоёмким процессом при перегруппировке чугунных радиаторов является работа по разборке батарей, бывших в употреблении.
Разборку находившихся в эксплуатации радиаторных секций производят с применением разогрева их паяльной лампой.
Разбираемый стык батареи подогревают паяльной лампой.
На ближайшие стыки, не подлежащие разборке, кладут мокрую тряпку для защиты уплотнений между радиаторными секциями.
При разборке не бывших в употреблении (новых) радиаторных батарей прогрев стыков, как правило, не требуется.
Окончательно разъединяют батареи чередующимися вращениями сборочных ниппелей (рис.2 поз.6).
Свидетельством того, что стык (рис.2 поз.5) двух секций батареи разъединен, является характерный щелчок.
2.2. Сборка радиаторных батарей из секций.
Собирают радиаторные чугунные батареи из отдельных секций, в приборы требуемой поверхности нагрева, на сборочных ниппелях из ковкого чугуна с прокладками между секциями.
Сборочные ниппели из ковкого чугуна (рис.2 поз.6), имеют наружную правую и левую резьбу и внутри два выступа (рис.2 поз.7) для ключа (рис.2 поз.8).
Перед сборкой секций радиаторов ниппелями опорные поверхности и резьбовые гнёзда радиаторных секций должны быть осмотрены, очищены и смазаны слоем сурика на натуральной олифе.
Для проворачивания ниппеля служат два выступа во внутренней полости. Проворачивание ниппеля производят радиаторным ниппельным ключом.
При вращении каждого ниппеля на половину оборота они в секциях должны быть наживлены. Если наживление произведено не во всех 4-х гнёздах, то операцию повторяют.
После наживления руками проворачивают ниппели на 2…3 нитки, затем окончательное свинчивание секции выполняют ниппельным ключом до упора.
Резьба на ниппелях (рис.2 поз.6) и в гнёздах секций должна быть полной не разбитой, выступы под ключ во внутренней полости ниппелей не должны иметь сколов или уменьшения высоты.
Сборку радиаторных батарей осуществляют на деревянном щите, расположенном на уровне стола.
При демонтаже для увеличения момента при откручивании ниппелей (рис.2 поз.6) в ушко ключа (рис.2 поз.8) вставляют лом, а для фиксации батарею кладут на пол и нагружают сверху балластом или на неё становится человек.
Радиаторные секции, имеющие трещины в ниппельных шейках (рис.2 поз.1), ремонту не подлежат - выбраковываются.
2.2.1. Главное условие правильной сборки радиатора.
Главным условием правильной сборки радиатора является равное ввёртывание в секции ниппелей.
С этой целью отдельные секции укладывают на щит, сдвигают и между ними устанавливают ниппели (рис.2 поз.6) с предварительно надетой на них прокладкой (рис.2 поз.5).
На наружной поверхности ниппеля (рис.2 поз.6) нарезаны правая и левая резьбы по 16 мм каждого направления. Соответственно на одной из сторон радиаторной секции гнёзда имеют правую резьбу, а на другой стороне - левую.
Такая конструкция даёт возможность при проворачивании ниппеля (рис.2 поз.6) в одну сторону притягивать секции одна к другой, а при проворачивании ниппеля в другую сторону - разъединять их.
Диаметр ниппеля для всех типов радиаторов составляет 32 мм.
Каждый ниппель в секциях должны быть наживлен при вращении на 1/2 оборота.
2.2.2. Уплотнение прокладками стыков радиаторных секций.
Уплотнение стыков (рис.2 поз.5) радиаторных секций (батарей) выполняют на прокладках толщ. до 1,5 мм.
Материал прокладок зависит от вида и параметров теплоносителя. Так для теплоносителя до t=130°С используют прокладки из термостойкой резины толщ.1,5 мм; для теплоносителя до t=150°С используют прокладки из паронита толщ.1…2 мм.
Прокладки изготавливают из паронита или резины толщ. до 1,5 мм. Возможно использование прокладочного картона, смоченного в воде и проваренного в натуральной олифе.
Прокладки не должны выступать за поверхность шеек радиаторов.
Верхние грани секций собранного радиатора следует располагать в одной плоскости с допуском не более ±3 мм.
2.2.3. Основные работы при перегруппировке радиаторов.
При перегруппировке радиаторов в состав работ входят следующие операции:
2.2.3.1. Выкручивание радиаторной пробки.
- ослабление завёрнутой радиаторной пробки (снятие краски и прогрев) и вывёртывание радиаторной пробки трубным ключом;
- очистка радиаторной пробки и секции радиатора отопления от старой прокладки и ржавчины, а также проход клуппом старой резьбы на радиаторной пробке.
2.2.3.2. Закручивание радиаторной пробки.
- прочистка и проход клуппом старой резьбы на радиаторной пробке;
- примерка пробки по месту установки, постановка прокладки или уплотняющей пряди на сурике и ввёртывание пробки на место.
2.2.3.3. Перегруппировка секций радиатора.
- отсоединение секций с вывёртыванием радиаторных пробок;
- прочистка, промывка секций и очистка ниппелей;
- присоединение секций с ввёртыванием радиаторных пробок и намоткой льняной пряди на сурике;
- установка радиаторов на место крепления и присоединение радиатора к трубопроводу отопления; выверка радиатора по горизонтали и вертикали после установки.
2.2.3.4. Присоединение секций.
В крайних секциях радиаторов вверху и внизу ввинчивают боковые и торцевые радиаторные пробки глухие с левой резьбой или с отверстиями и правой резьбой с намоткой льняной пряди на сурике.
Пробки с отверстиями dу=10, 15 или 20 мм служат для присоединения радиатора к теплопроводам.
После сборки радиаторов проводится их гидравлическое испытание.
2.2.4. Радиаторы чугунные секционные для центрального отопления.
Отопительные чугунные секционные радиаторы для центрального отопления изготавливают сборными батареями из двухканальных секций.
Радиаторы системы отопления бывают общего назначения (М-140, М-140-АО) и малой глубины (РД-90С).
В зависимости от расстояния между центрами ниппельных отверстий различают радиаторы высокие (h1=1000 мм), средние (h1=500 мм) и низкие (h1=300 мм).
Заводы выпускают средние и низкие (в ограниченном количестве) радиаторы.
Радиаторы чугунные секционные для центрального отопления показаны на рис.3.
Радиаторы чугунные секционные для центрального отопления.
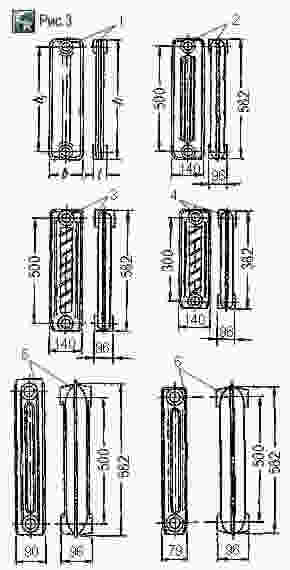
1- габариты радиатора центрального отопления секционного двухканального из чугунного литья; 2- средний радиатор М-140; 3- тоже М-140-АО; 3- низкий радиатор М-140-АО-300; 4- средний радиатор малой глубины РД-90С; 5- тоже М-90.
Радиаторы для центрального отопления секционные двухканальные из чугунного литья выпускают по ГОСТ 8690-75.
Радиаторы испытывают на заводе-изготовителе гидравлическим давлением 9 кгс/см². Они же рассчитаны на рабочее давление 6 кгс/см².
2.3. Пробки и ниппели для чугунных радиаторов отопления.
Каждый радиатор снабжается 2 глухими пробками с левой резьбой и 2 пробками с резьбовыми отверстиями под трубопровод отопления dу=15 мм (или dу=20 мм по требованию заказчика).
Пробки и ниппели для чугунных радиаторов центрального отопления показаны на рис.4.
Пробки и ниппели для чугунных радиаторов отопления.
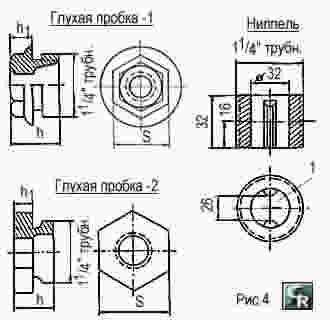
1- выступ под радиаторный ключ 36 или 55 мм; h- общая длина 36 или 25 мм выступа под ключ; h1- длина грани 20 или 9 мм.
Размеры пробок и ниппелей для отопительных чугунных радиаторов центрального отопления приведены в табл.1.
Таблица 1. Размеры радиаторных пробок и ниппелей.
| п/п | Размер пробки под ключ S | h | h2 |
| 1 | 2 | 3 | 4 |
| 1 | 36 | 36 | 20 |
| 2 | 55 | 25 | 9 |
2.3.1. Боковые и торцевые пробки в радиаторе.
Для того, чтобы изъять неисправную секцию (рис.5 поз.1) из батареи, необходимо с одной стороны радиатора вывернуть пробки (рис.5 п.2).
Боковые и торцевые пробки радиатора закручивают трубным рычажным ключом.
Боковые и торцевые пробки в сборе с радиатором показаны на рис.5.
Боковые и торцевые пробки в сборе с радиатором.
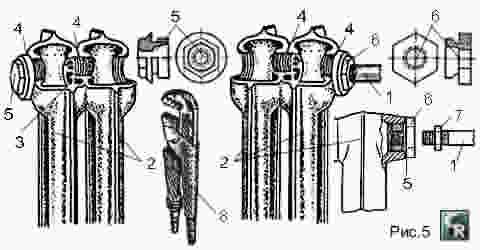
1- труба теплосети dу=20мм; 2- секция радиаторная; 3- сборочный ниппель dу=32мм; 4- стык двух секций радиатора через прокладку; 5- пробка радиаторная левая глухая dу=32мм; 6- пробка радиаторная правая с отверстием dу=32х20мм; 7-контргайка dу=20мм; 8- рычажной трубный ключ.
Пробки радиатора могут иметь правую или левую резьбу. В силу этого необходимо пробовать отвернуть их, проворачивая как в правую, так и в левую сторону.
При отворачивании пробок трубным ключом требуются значительные усилия.
Пробки радиатора бывают глухие и с ниппелем. По направлению резьбы на вывернутой пробке (рис.5 поз.5 и 6) необходимо определить направление вращения ниппеля (рис.5 поз.3) при разъединении секций (рис.5 поз.2) батареи.
Если пробка (рис.5 поз.6) имеет правую резьбу, то для разъединения секций ниппель (рис.5 поз.3) необходимо вращать влево, а при левой резьбе- вправо.
Т.е. пробка радиатора имеет резьбу противоположную по направлению резьбе ниппеля.